{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
This page is Bobby approved and follows the guidelines of the Web Accessibility Initiative for use by the disabled
| THE SCHENECTADY DIGITAL HISTORY ARCHIVE a service of the Schenectady County Public Library |
| Railroads |
Home |
Search Local History |
Contact Us |
SCPL Home |
[Cover] | [Title Page] | [Locomotive Stoker Co. logo from back cover - 9x]
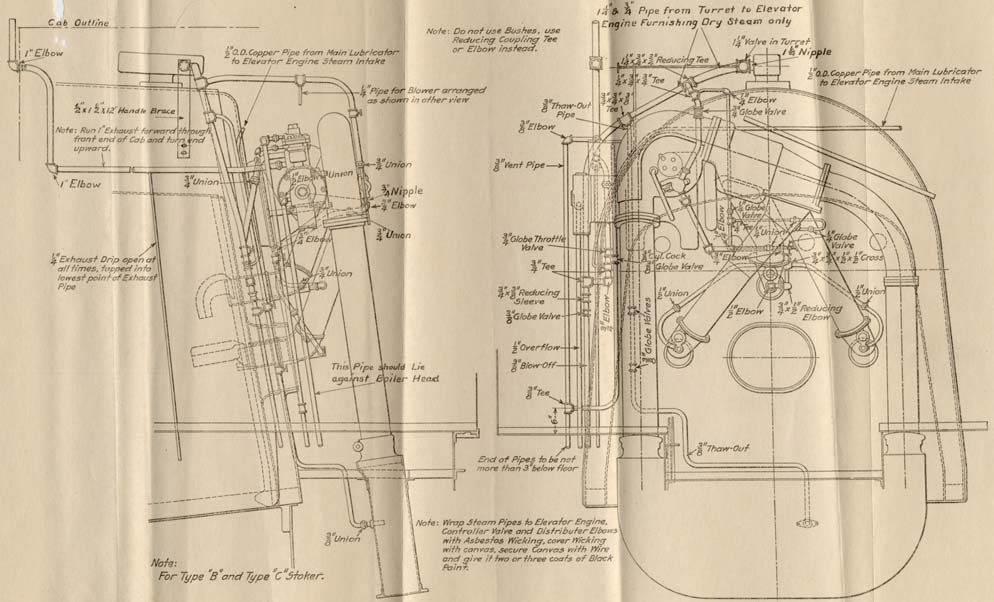
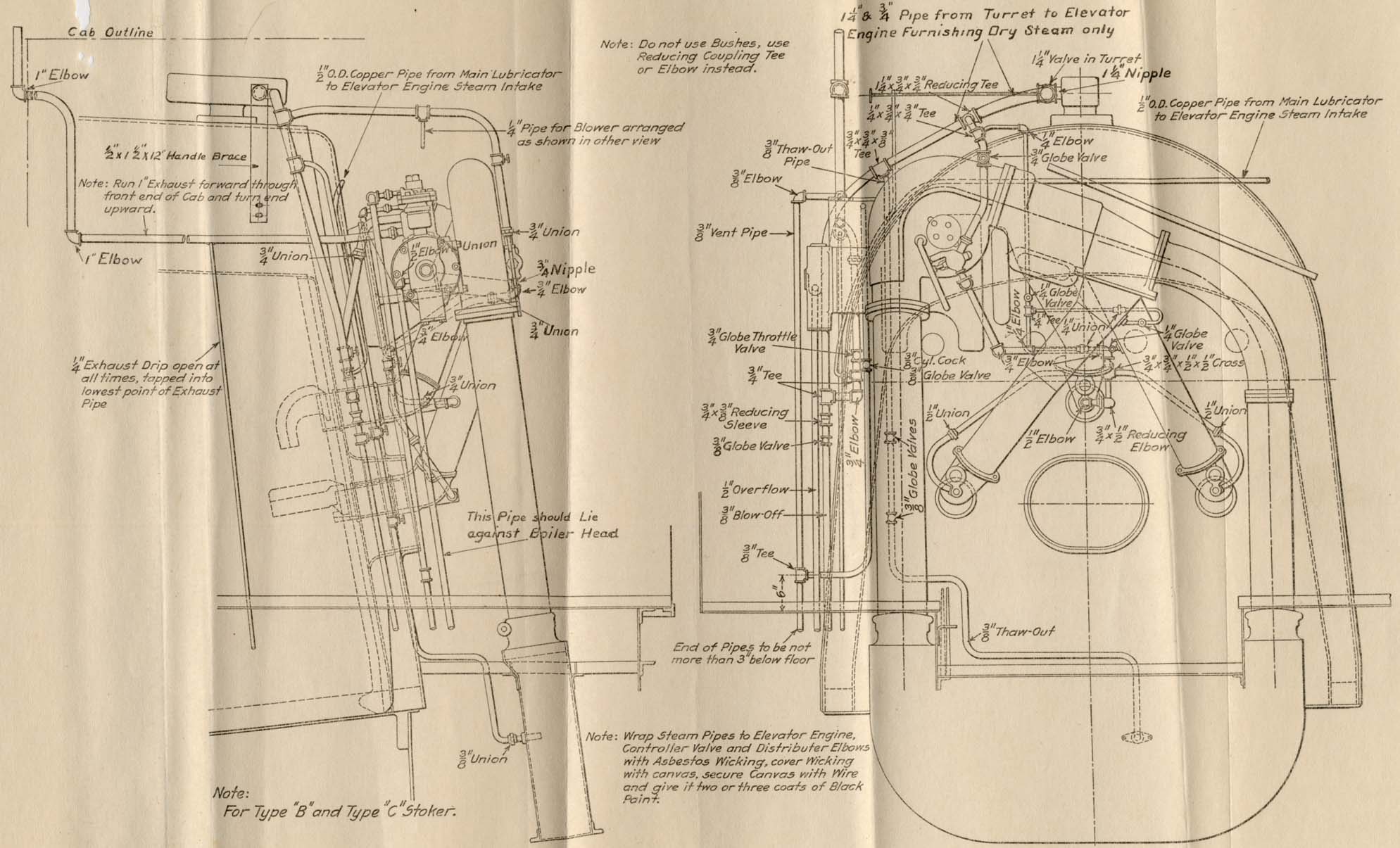
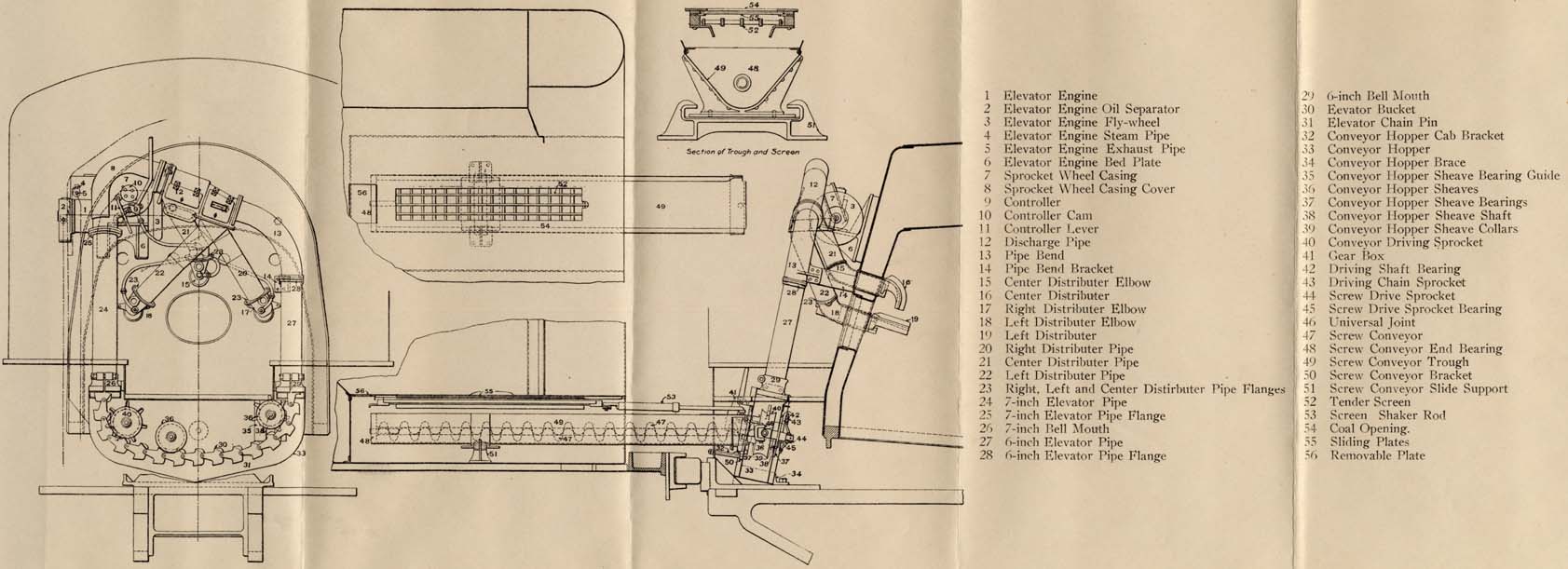
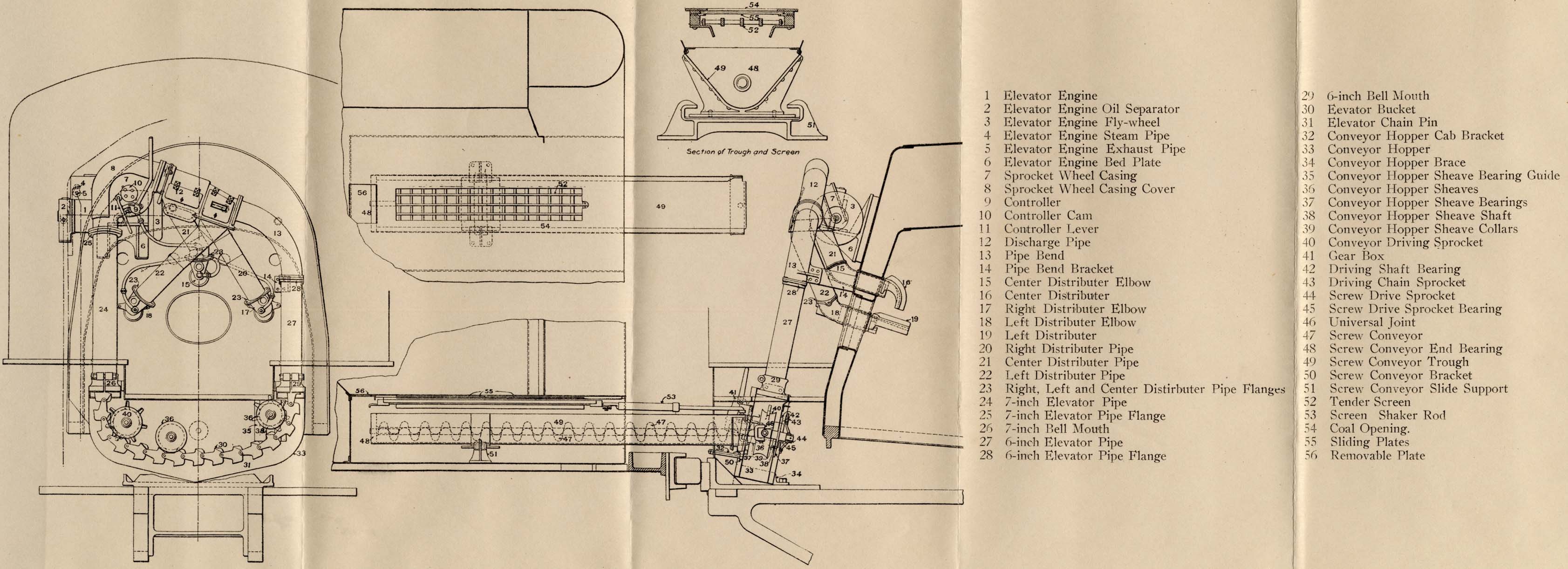
[Diagram of steam pipes - 1x (89K) | 4x (232K)] | [Diagram of coal distribution system - 1x (118K) | 4x (368K)]
Publication No. 11 - January 1914
Locomotive Stoker Company
General Office And Works, Schenectady, N. Y.
30 Church Street, New York / Railway Exchange, Chicago
STREET LOCOMOTIVE STOKER TYPE "B"
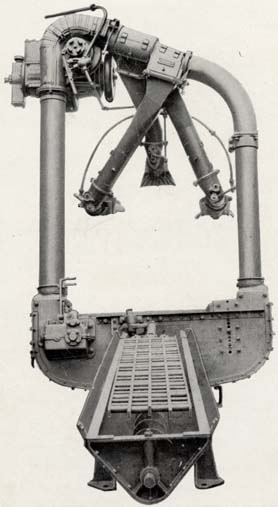
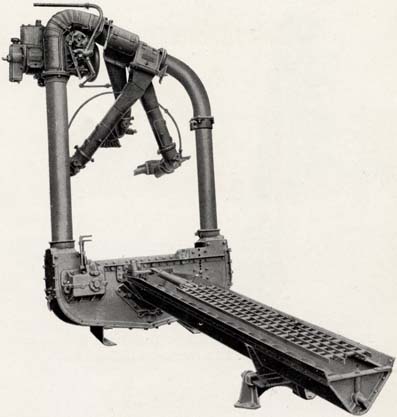
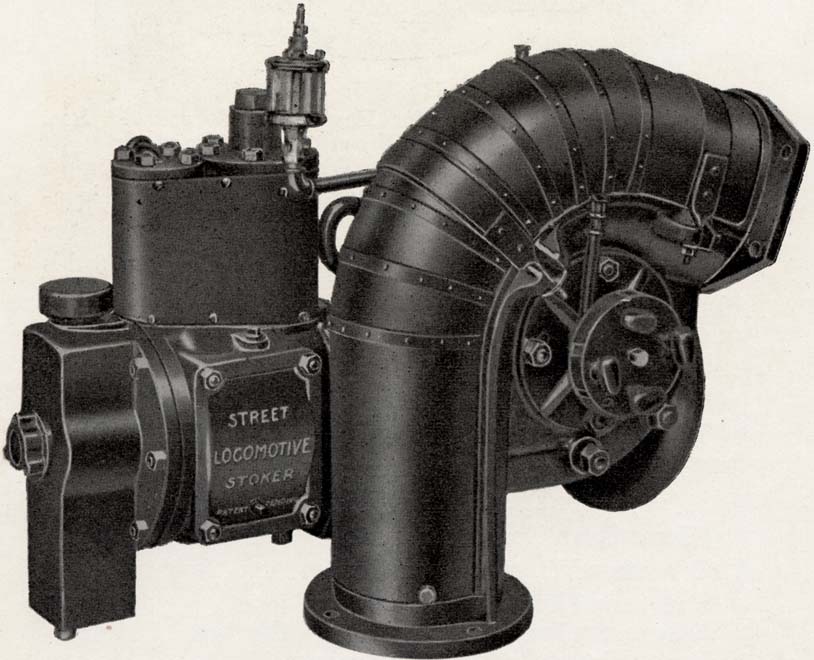
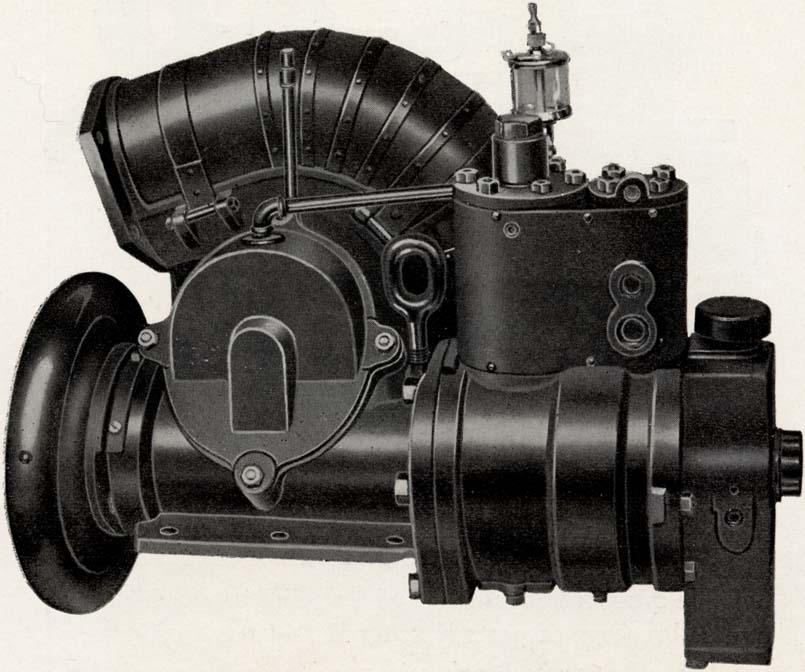
[Fig. 1 - General Front View of Type B - 1x | 4x]
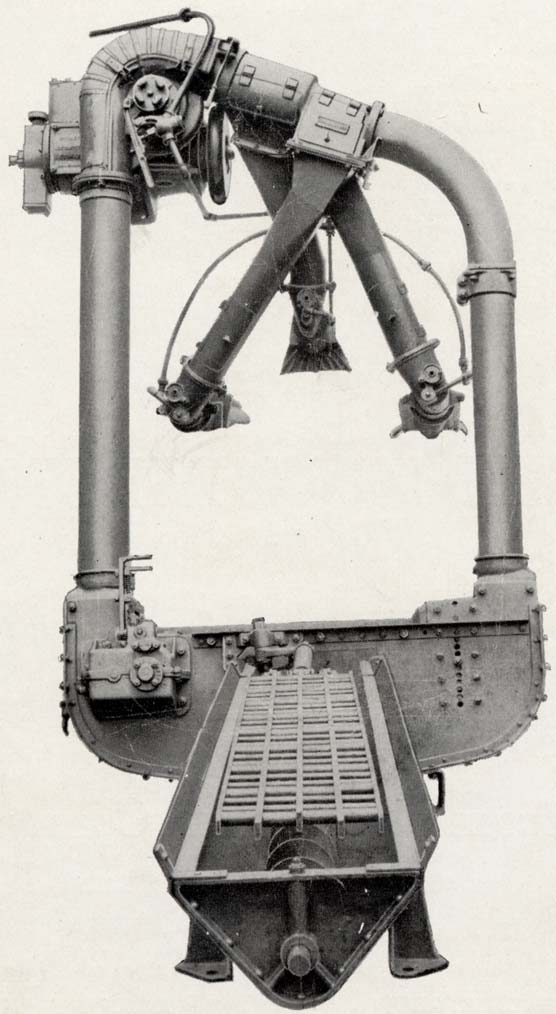
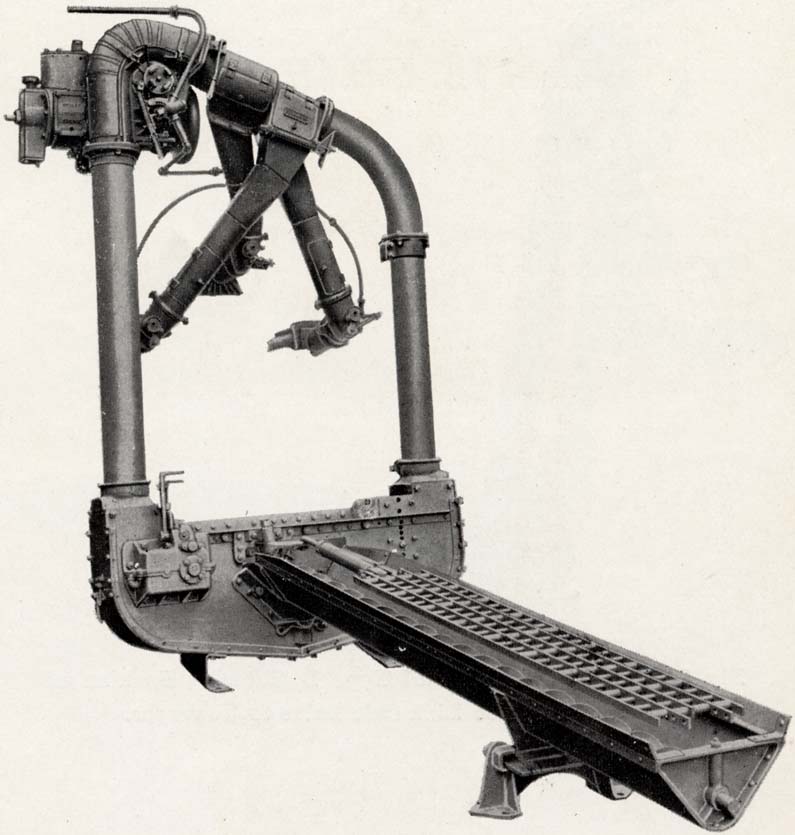
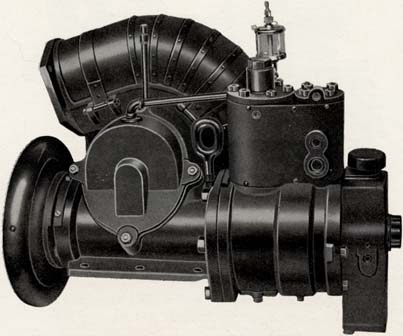
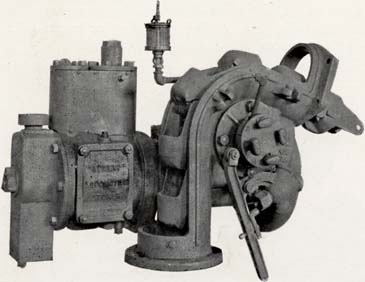
[Fig. 2 - General View Type B Showing Screw Conveyor, Two Speed Gear Box and 3 1/2 x 3 1/2 Constant Speed Elevator Engine - 1x | 4x]
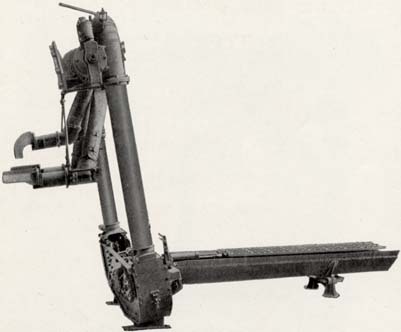
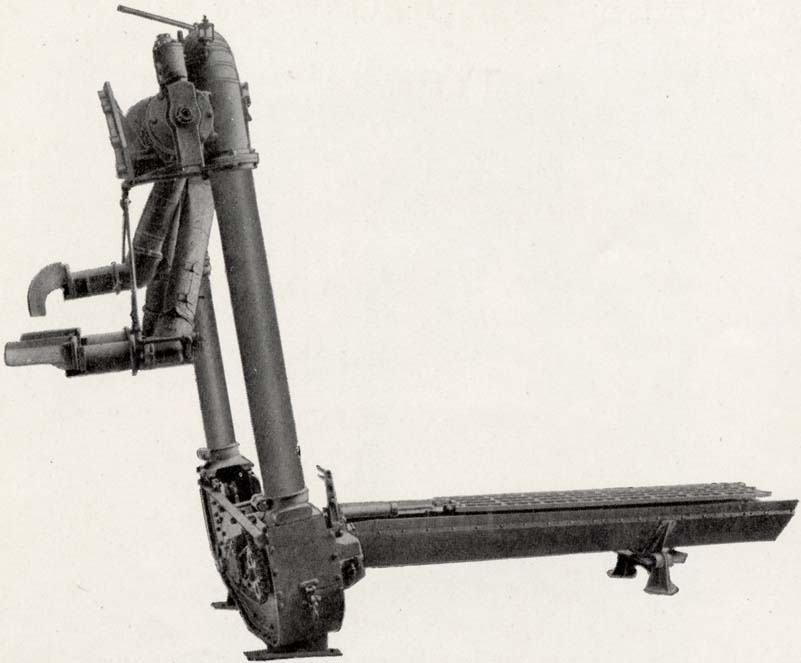
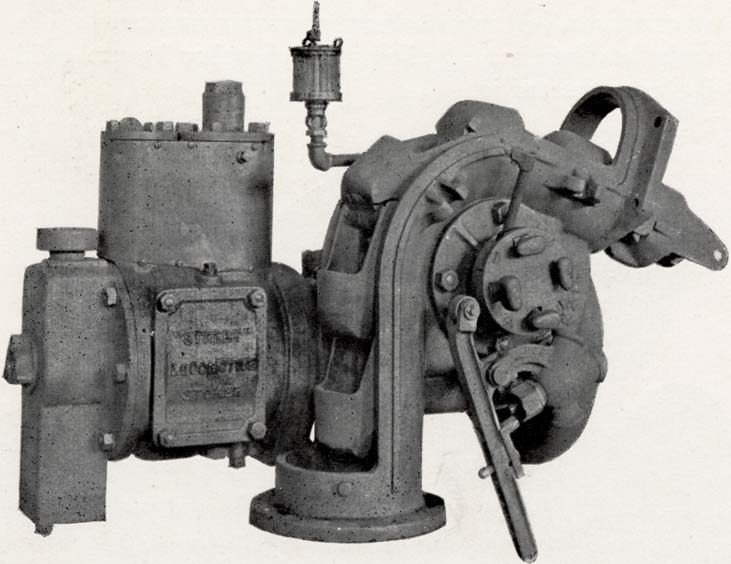
[Fig. 3 - General Side View of Type B, Showing Position of Distributers, also Link Belt Drive to Conveyor - 1x | 4x]
The Type B Street Locomotive Stoker differs from Type A in that the Screw Conveyor supercedes [sic] the Crusher and Crusher Engine on the locomotive tender.
This Stoker is designed to fire heavy locomotives with screened or crushed coal, distributed by steam blast through additional openings through back head of boiler.
The screen over Screw Convevor below the coal opening in bottom of locomotive tender has two and one-half inch square openings and is intended to handle coal of size commonly known as "Nut run," that is, a Nut, Pea and Slack mixture.
Figures 1, 2 and 3 show general views of Type B Stoker. it consists essentially of a Screw Conveyor for carrying the coal from the tender to the locomotive in such quantity as may be required, as regulated by size of coal opening tied over the screen and the speed of Helecoid Screw of Screw Conveyor as determined by either of the two speeds of Gear Box.
An Elevator on back head of boiler for receiving the coal and elevating it to the Discharge Pipe or distributing center.
A Regulating System which re-screens the coal and furnishes proper quantities for each firing zone and a Distributing System for spreading the coal over the grate area as may be required to maintain an even fire and maximum steam pressure under the direction of the fireman.
The distribution is secured by means of a Blast Device eonsisting of a Controller Valve operated by a set of Cams, carried by the worm wheel shaft, and the necessary Elbows with jet nozzles, Distributer Tubes and Distributers.
The process of firing a locomotive with the Street Locomotive Stoker is as follows:
In firing with the stoker the practice is to build up a good fire by hand and get up full steam pressure before leaving a terminal, and not bringing the stoker into use until the locomotive is working steam. The fireman then starts elevator engine as per instructions given on page 39 of this pamphlet, then opens first coal slide over screen of screw conveyor, places gear box handle in first or slow position.
The screw conveyor is designed to furnish the amount of coal required under average conditions with the screw running at a slow speed. If this furnishes too much coal the screw is thrown out of gear occasionally. If it will not furnish enough coal the high speed is brought into use for a short time.
He also places controller lever latch in contact with controller valve stem and turns out one or more cams. The small cams open the jets for short periods and place the coal at back of or part way down fire box, whereas the large cams open the jets for longer period, allowing more pressure to build up at jet and thus force coal further forward or completely to front area in fire box. The usual method is to turn out three cams, one each small, medium and large.
The automatic movement of screen under the coal opening will cause coal to enter conveyor trough, the helecoid screw will convey coal to elevator hopper and elevator buckets will elevate the coal to the discharge pipe or distribution center.
The finest coal is then screened out in proper proportion as determined by size of opening, the fireman turns to register in discharge pipe screen.
The fine coal goes down center distributer pipe and fired by the steam jet from nozzle in center elbow into the fire box against the center distributer which deflects the fine coal downward and spreads same over the central back part of fire box.
The coarser coal is carried past the discharge pipe screen by the elevator buckets and falls through large opening in right hand part of discharge pipe and is divided equally, or unequally as may be determined by the fireman, between the two side distributor pipes. The coarse coal is fired by the steam jets in right and left elbows into fire box and is spread by right and left distributers over the main right and left fire box areas. The distribution overlapping as between the three areas or zones fired from the three elbows. This overlapping insures ample coal being supplied to center of fire box in heaviest combustion area.
The deflecting ribs on side distributers as shown in Fig. 36, page 38, place some of the coarser coal in right and left hand back corners of fire box. The fireman can direct more or less coal to each side of fire box by changing position of dividing vane, as shown in end view of discharge pipe, Fig. 27, page 31, by moving vane regulating lever up or down, and can place more or less coal in central back portion of fire box by turning large or small openings to register at bottom of discharge pipe screen, a regulating lever being provided for ready adjustment of this screen to register the different openings as shown in Fig. 26, page 30.
The sliding plates at the bottom of the tank are located so that there will be a supply of coal at all times on top of the screw. These plates, however, should never be drawn out so as to bury the screw entirely in coal, as if this is done it is difficult to see just how the coal is feeding.
As coal is used from tender so that it no longer flows freely through first slide opening then fireman opens next slide and so on until supply is again taken at coal chute, then slides are all pushed back and first slide opening used as in starting out.
With the distribution as described, a level light fire can be carried by fireman and perfect combustion secured. This level, thin fire usually results in the fire box temperature being four or five hundred degrees higher than with hand firing.
The general diagram in back of pamphlet will serve to illustrate the travel of coal and distribution as above described.
The apparatus is driven by a 3 1/2 x 3 1/2 Constant Speed Elevator Engine bolted to bracket on back head of boiler and operated by steam taken from boiler at gauge pressure. The Elevator Engine operates at a constant speed of 450 revolutions per minute and drives the stoker by a 15 to 1 worm gear which transmits the power through the Sprocket Wheel Casing to the Elevator Chain as shown in Fig. 4, page 9.
[Fig. 4 - Rear view of Elevator Engine and Sprocket Wheel Casing with Worm Wheel cover removed showing Worm and Worm Wheel - 1x | 4x]
The Elevator Chain drives a sprocket and shaft in elevator hopper at bottom of stoker which in turn operates the eccentric attached to the bell crank of coal screen and this lower driven elevator chain sprocket shaft also carries another sprocket in front of hopper which drives the cold screw conveyor through the two speed gear box as shown in Figs. 3, 20 and 21, pages 4, 25 and 26.
The principal parts of the Type B Street Locomotive Stoker are therefore:
The elevator engine is of the single acting type running at a constant speed of about 450 revolutions per minute and controlled by a shaft governor inside of crank case, running in oil and regulating the valve cut off.
The engine is oiled from two sources, the splash system, consisting of oil film on water level in crank case and from oil reaching the cylinder through the steam line from a tap to main locomotive lubricator.
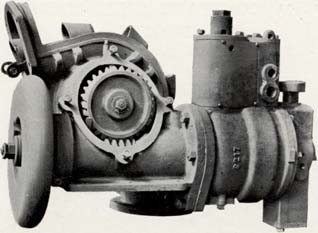
[Fig. 5 - Front view of 3 1/2 x 3 1/2 Constant Speed Elevator Engine complete with Sprocket Wheel Casing and showing controller cams - 1x | 4x]
The valve is of the piston type. The valve and piston rings are made of special mixture packing ring metal. The main bearings are supplied with phosphor bronze solid bushings pressed in.
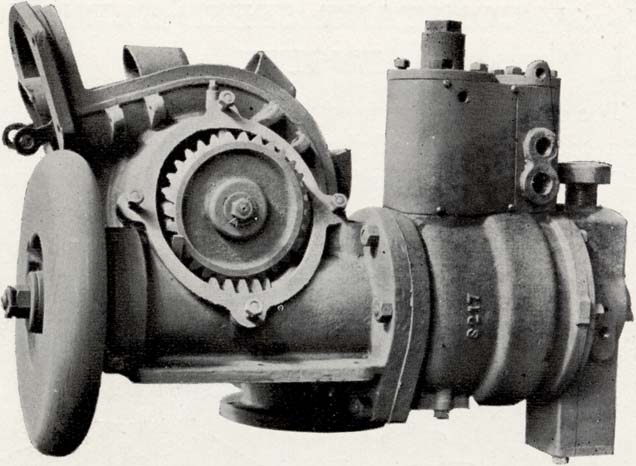
[Fig. 6 - Back view of 3 1/2 x 3 1/2 Constant Speed Elevator Engine and Sprocket Wheel Casing showing removable cover over Worm Gear and piping connections - 1x | 4x]
[Fig. 7 - Front view of Elevator Engine and Sprocket Wheel Casing showing Controller, Controller Cam and Elevator Buckets - 1x | 4x]
The cylinder head is fitted with a relief valve which prevents breakage of parts if water should reach cylinder.
The outer main bearing is provided with an oil separator which allows surplus water leaking by piston and valve to pass out through separator overflow and retains the oil in crank case at proper level.
The oil from worm gear lubricator after flowing over the worm wheel and worm, passes through an opening into crank case of engine and maintains proper oil level for lubricating engine.
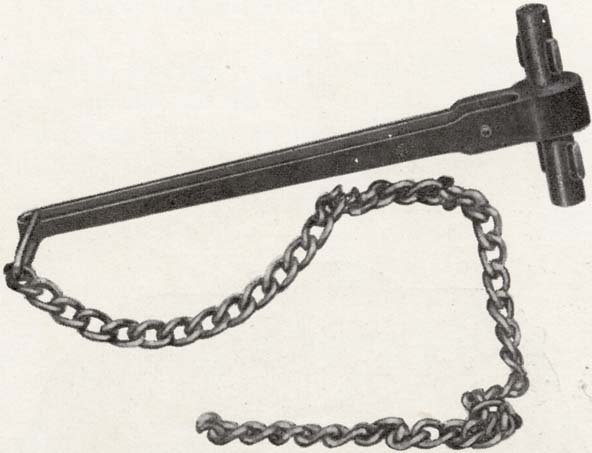
[Fig. 8 - View of Starting Ratchet - 1x | 4x]
A suitable starting ratchet is provided for starting engine and for backing up engine if desired - the starting ratchet being both right and left hand as shown in Fig. 8.
A drilled mark is also shown on engine fly wheel in Fig. 6, page 11. When this spot is in middle of front of fly wheel engine will start by turning steam on.
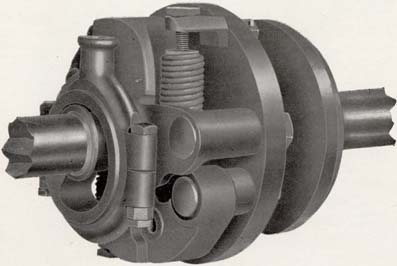
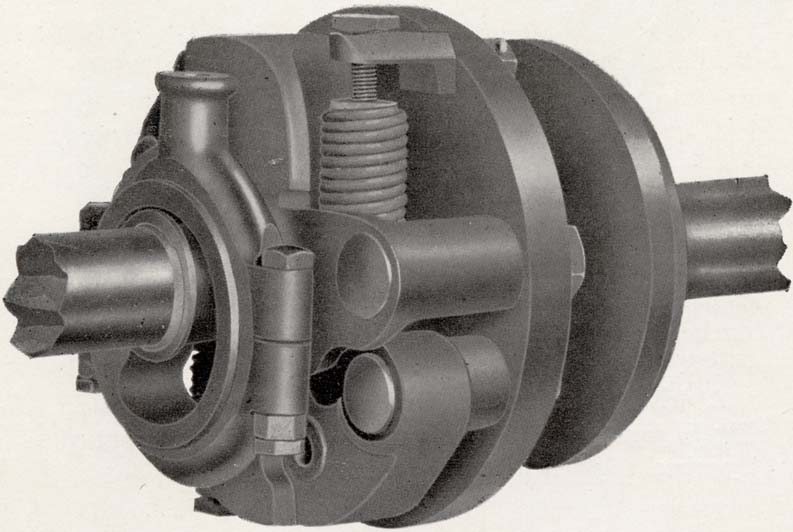
[Fig. 9 - Engine Governor, Showing Weights and Springs - 1x | 4x]
The speed of the engine is governed by a shaft governor of the variable cut-off type entirely enclosed in the engine crank case. The construction of this governor shown in Fig. 9, page 14.
The operation of the governor may be described as follows:
When the load on the engine is decreased the speed momentarily increases, causing an increase in the centrifugal force of the governor weights, This increase in force overcomes the restraining force of the governor weight springs, allowing the governor weights to move outward. The outward movement of the weights causes the eccentric to swing so that its centre approaches the centre of the engine shaft. This in turn shortens the valve travel, causing it to cut off sooner and consequently admits less steam each stroke to the engine cylinder, this smaller supply of steam causes the engine to slow down to its former speed.
An increase of load will momentarily decrease the engine speed and thus decrease the centrifugal force of the governor weights. The governor springs will then overcome this decreased pull of the weights and move them in toward the shaft. This movement brings the eccentric centre farther from the centre of shaft and increases the valve travel, admitting more steam to the cylinder each stroke of the engine. This will increase the power of engine and cause it to return to its former speed
From this it can be seen that the centrifugal force of the governor weights acting against the restraining force of the springs regulates the amount of steam admitted to the cylinder and thus keeps the engine at a constant speed regardless of the load.
From the above it can also be seen that increasing the tension of the governor weight springs will increase the speed of the engine and that a slacking off of the spring tension will slow down the engine.
In case it is impossible to obtain a correct speed of the engine by changing the tension of the springs it will probably be found that the parts of the governor bind and do not allow the members to move freely or that governor has become badly worn allowing the governor weights to rub on the side of the eccentric or against the short links, thus interfering with the proper travel of the valve.
The breakage of one of the governor weight springs will also affect the speed of the engine causing it to run at about half the correct speed.
The governor is entirely enclosed and oiled by the splash mixture of oil and water in crank case. This makes it important that a constant supply of oil be given the crank case. It is also important that valve and piston ring be kept tight to prevent the escape of steam into the crank case washing out all the oil. A failure to set the main lubricator feed to the steam line will often result in a broken governor, as the excessive friction in the valve bush will cause the governor weights to pound.
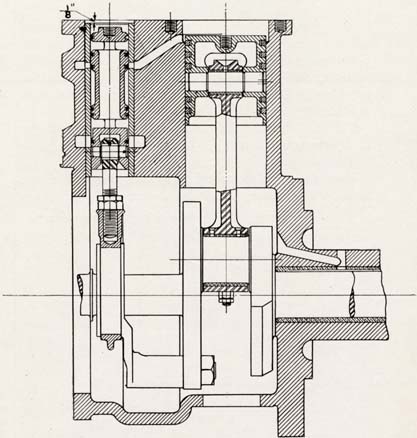
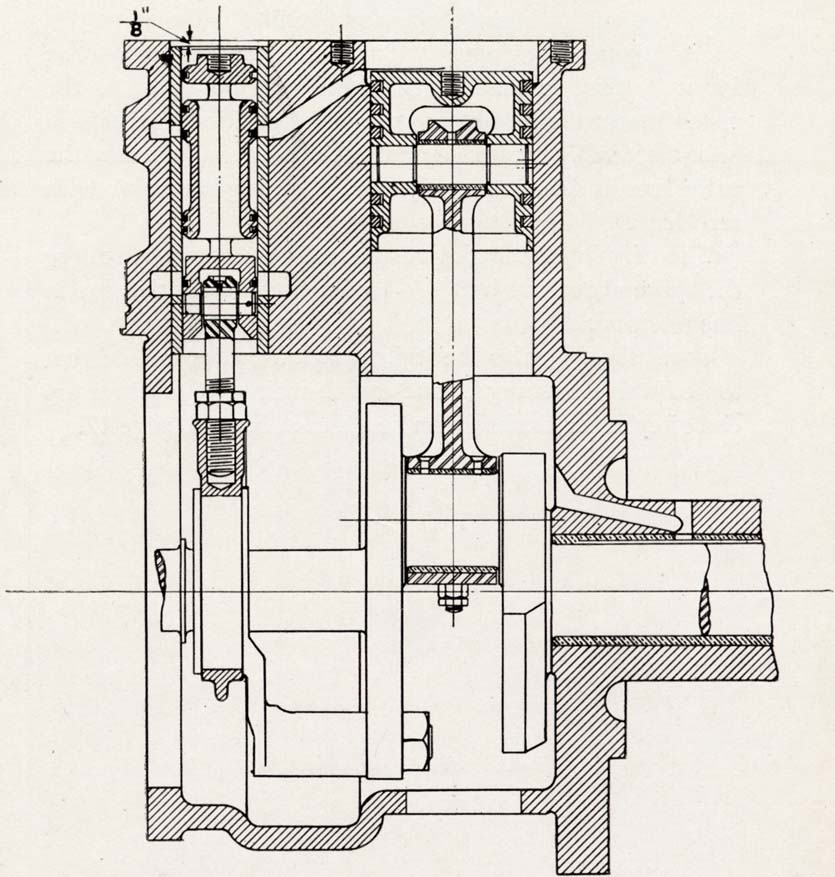
[Fig. 10 - Cross section view of Cylinder and Valve Chambers of 3 1/2 x 3 1/2 Constant Speed Elevator Engine to aid in properly setting valve by using steam - 1x | 4x]
Remove cylinder head and valve chest head and also loosen lock nuts on eccentric rod. Turn engine over so piston stops at its highest position. Open valve in steam line to engine very slightly. Turn valve and find a position for it by trial so that it opens the inlet port just as the piston starts downward from highest position. This will be indicated by steam beginning to blow. This sets the valve line in line, commonly called "setting the valve with zero lead."
The very best operating results will be secured by setting the valve about one-half (1/2) of a turn below the line in line position.
Care should also be taken in all cases to see that top of valve bushing is one-eighth-inch (1/8") below the end of cylinder as shown on diagram in Fig. 10, page 17.
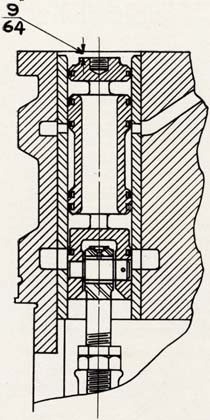
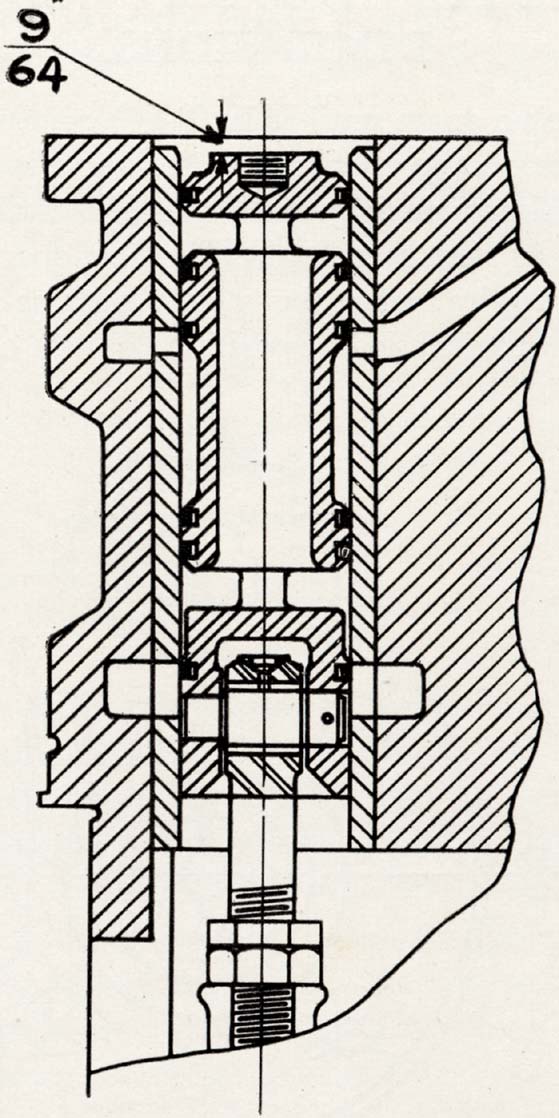
[Fig. 11 - Diagram showing position of Piston Valve, when setting by using 9-64 dimension from top of Cylinder - 1x | 4x]
Screw valve down until it is (9-64) nine-sixty-fourths of an inch below top of cylinder when valve is at its highest position as shown on diagram, Fig. 11. This also sets valve line in line or with zero lead. The best operating results will be secured by setting the valve about one-half (1/2) of a turn below the line in line position.
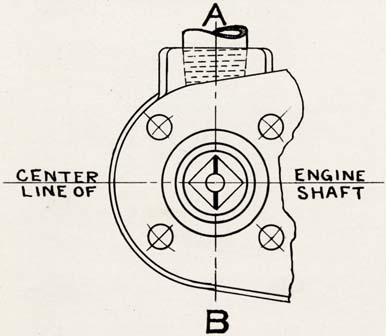
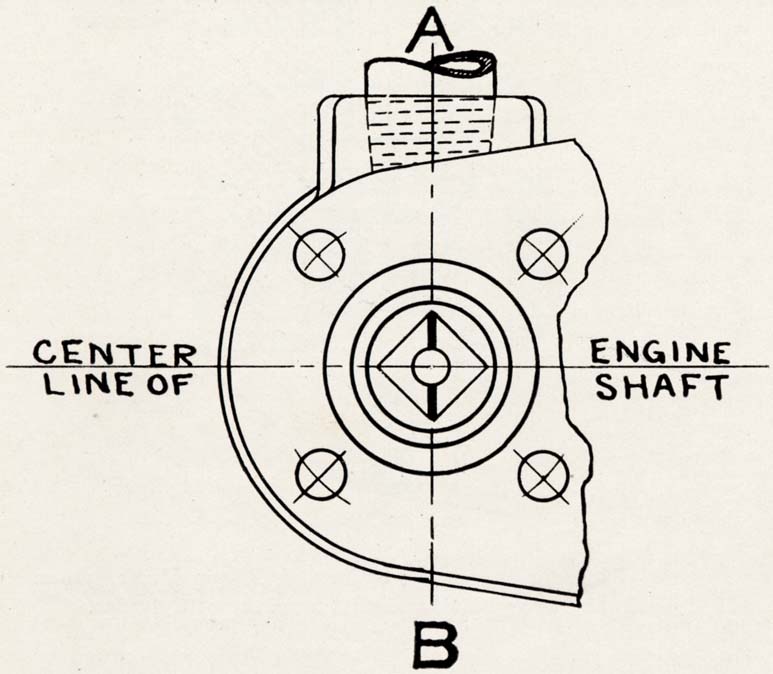
[Fig. 12 - Top view of Valve showing cut in end of Valve Body at right angles to center line of Engine Shaft - 1x | 4x]
Before tightening lock nuts on valve stem care should be taken to see that valve wrist pin is in line with engine shaft. This will be indicated by the heavy cut in top of valve body being at right angles to center line of engine shaft as shown running in direction between A and B in top view of valve. Fig. 12, page 20.
The power supplied by the 3 1/2 x 3 1/2 Constant Speed Elevator Engine is transmitted to the stoker through a special design of worm gear drive carried by the sprocket wheel casing as shown in Fig. 4 on page 9.
The sprocket wheel casing in which is the main elevator chain driving sprocket, also supports the elevator engine, the controller valve and controller cams as shown in Fig. 7 on page 12.
The worm drive transmission runs in oil, supplied by special sight feed oil cup and admitted upon top of the worm wheel as shown in Fig. 6 on page 11. After flowing over worm and worm wheel the oil is admitted into crank case for main lubrication of elevator engine.
The front of sprocket wheel casing is supplied with removable flange for giving ready access to keys in cross shaft. A removable top casing is also provided for inspection and oiling of elevator chain.
The main driving sprocket is of cast steel with special design of teeth for the elevator chain buckets, to permit normal wear without climbing. The elevator engine can be removed from sprocket wheel casing by removing the fly wheel and taking nuts off studs at connection between engine and casing. This makes a very convenient arrangement for repairs to elevator engine.
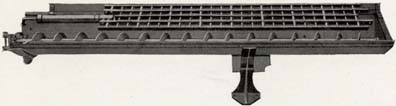
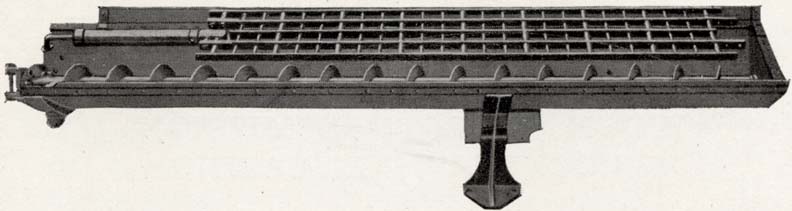
[Fig. 13 - General View of Complete Conveyor - 1x | 4x]
The conveyor consists of a heavy sheet steel trough in which is a heavy wrought steel helecoid screw and over which is placed a very heavy wrought bar screen as shown in Fig. 13.
The screw conveyor is made of suitable length for shovel plate of each locomotive tender and for installation on new tenders built for stoker firing it is customary to use a longer conveyor and run the shovel plate well back in tank. In some cases the conveyor troughs have been ten feet long.
[Fig. 14 - View of Screw Conveyor Trough - 1x | 4x]
The trough is flexibly attached to back casting of elevator hopper on locomotive by a heavy pivot pin in bottom of end V casting on front of trough and is supported on tender floor underneath shovel plate by resting in a malleable slide support casting.
[Fig. 15 - View of Slide Supporting Casting - 1x | 4x]
A slide plate on bottom of trough being provided for wearing surface and to give proper movement to meet the flexibility between engine and tender.
The trough, screw and screen move with the engine, merely resting in slide casing on tender, and all three can be readily uncoupled from engine and left with tender by drawing the pins at pivotal point.
[Fig. 16 - View of Helicoid Screw - 1x | 4x]
The heavy wrought steel helecoid screw is carried at back end by a suitable bearing in back end casting of trough and at front end has universal joint connection to driving shaft in elevator hopper. The pin can be drawn from universal joint yoke when it is desired to disconnect conveyor from engine.
The screw is driven through means of gear box at two different speeds, slow for light firing and fast for heavy service, a neutral position also being provided in gear box for stopping screw entirely when the fireman wishes to shut off coal supply to stoker.
The drive from gear box to shaft of screw being at front of elevator hopper and consists o£ two sprockets and link belt chain as shown in Fig. 21, page 26.
[Fig. 17 - View of Screen for Locomotive Tender Screw Conveyor - 1x | 4x]
The screen over conveyor is of heavy rectangular wrought steel bars, spaced by round wrought steel bars to two and one-half inch square openings. All coal must pass through these openings before being handled by stoker. This size and design of screen is for handling what is termed "nut run" coal, that is, a mixture of nut, pea and slack in about equal proportions. The screen is carried on slides under shovel plate and is kept in motion, when stoker is running, by means of a screen shaker rod attached by pivot pin connection to bell crank on elevator hopper. The bell crank is operated by an eccentric on lower left hand sprocket wheel shaft in elevator hopper.
The movement of the screen assists in ready passage of coal to screw conveyor below.
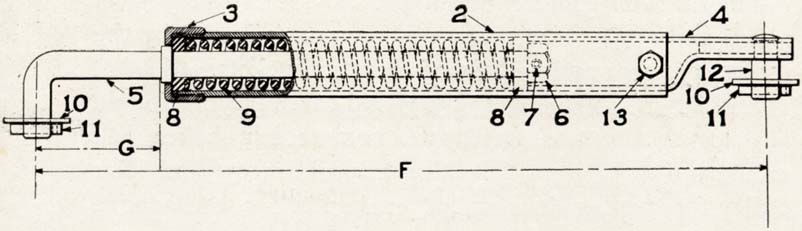
[Fig. 18 - View of Screen Shaker Rod - 1x | 4x]
[Fig. 19 - Cross Section View of Screen Shaker Rod, Showing Interior Spring Arrangement - 1x | 4x]
The screen shaker rod connection between screen and bell crank is provided with a substantial steel spring inside of barrel.
The purpose of this spring is to provide for the regular movement of bell crank in the event of screen becoming clogged by mine spikes, pieces of wood and other material which might catch between end mesh of screen and slide plate.
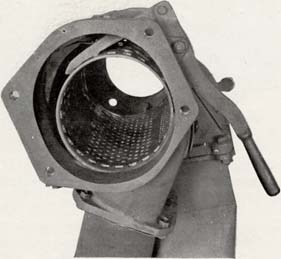
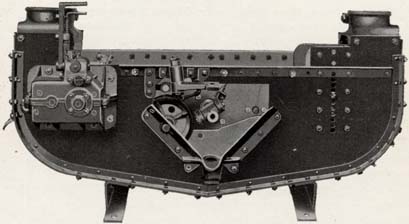
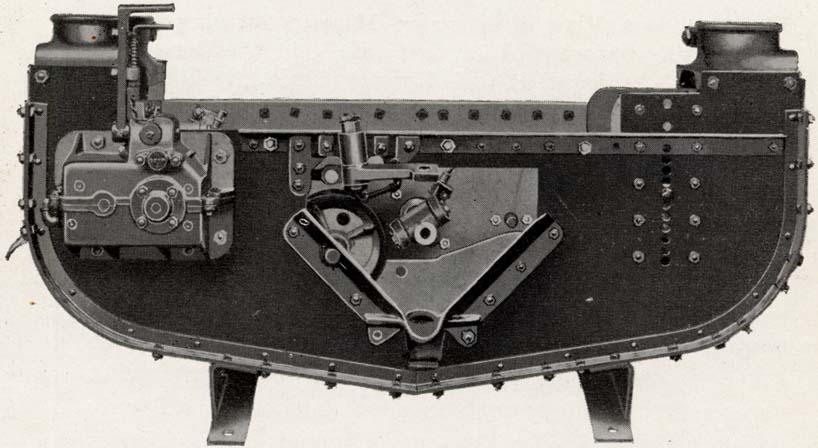
[Fig. 20 - Elevator Hopper, Back View, Showing Gear Box, Screen Shaker, Bell Crank, and Universal Joint and Trough Opening - 1x | 4x]
The Elevator consists of a hopper, made of heavy steel plates and angles, for receiving the coal delivered by the screw conveyor and a chain of elevator buckets.
Fig. 20 shows the opening at end of conveyor trough, also location of two speed gear box, screen shaker, bell crank, universal joint drive for helecoid screw and idler pulley for keeping elevator bucket chain below screw shaft.
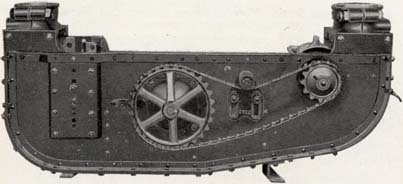
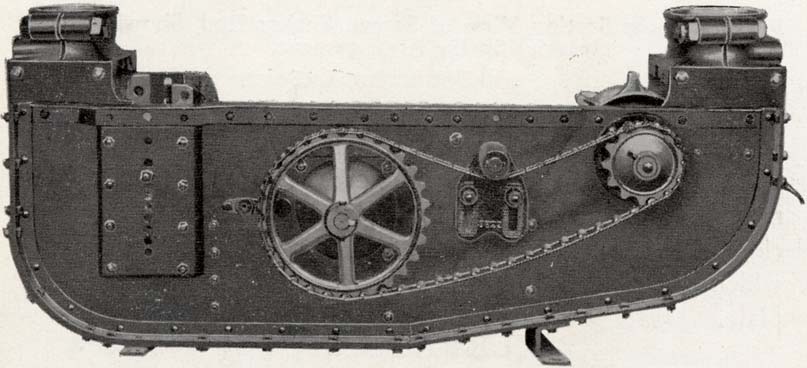
[Fig. 21 - Front View of Elevator Hopper, Showing Screw Driving Sprockets, Link Belt and Tighteners for Link Belt and Elevator Chain - 1x | 4x]
Fig. 21 shows link belt drive on front of elevator hopper for helecoid screw and arrangements for taking up slack in both link belt and main elevator bucket chains. The right hand main lower sprocket idler has an up and down adjustment of about seven inches for taking up slack in main elevator bucket chain.
The general diagram folder in back of pamphlet will show position of elevator buckets in hopper. They do not drag on bottom of hopper. The elevator bucket chain is kept tight enough to allow buckets to fall only within about an inch of bottom of hopper. This insures buckets filling properly by always running through a body of coal.
Suitable oiling places will be found at bearing points of moving parts on hopper, all being of ready access through trap door in locomotive cab floor, the hopper being located between floor of cab and deck plate and is firmly secured to the frames.
Doors or slides are provided at each end of hopper for cleaning and inspection purposes.
[Fig. 22 - General View of Two Speed Gear Box - 1x | 4x]
The Two Speed Gear Box shown in Fig. 22 is of the most simple form containing but four forged steel cut gears which run in oil. The casing is of cast iron, the bearings of bronze and the shifting clutch of machined forged steel.
The casing is made in two parts and the upper section can be removed for inspection of gears without disturbing lower part. The shifting lever is of malleable iron and the quadrant of machined forged steel.
The gear box has three positions as follows: Neutral, which cuts the screw conveyor out of gear; slow speed, which runs it at normal speed for average requirements of locomotive, and high speed, which is three times as fast as low speed position and is only used for short intervals when a large amount of coal is wanted in fire box quickly.
[Fig. 23 - Section of Elevator Bucket Chain - 1x | 4x]
The coal is taken out of the elevator hopper and carried to the discharge pipe by means of a main elevator chain of special design of elevator buckets. Each bucket is made of solid one-piece malleable casting. The hinge pins are made of three-quarter inch cold rolled steel, fastened rigidly into the bosses on ears of buckets and hinging freely in long bearing through bottom of bucket. This design insures great strength and minimum wear. The chain has a total strength of over 25,000 pounds and the large hinge pins insure long life without breakage.
The chain of buckets runs at about one hundred feet per minute and will elevate approximately twelve thousand pounds of coal per hour when running with the buckets full. The usual operation is with buckets about half full.
The buckets are designed to fill and empty properly at maximum speed.
The chain is not driven by the pins but by the driving sprocket teeth engaging the heavy boss on bottom of bucket which also insures long life.
Oil holes are provided in bottom of the buckets to permit firemen to properly lubricate the long hinge bearing.
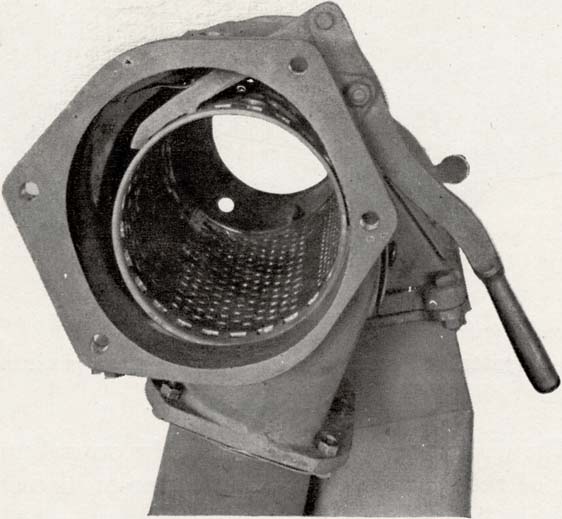
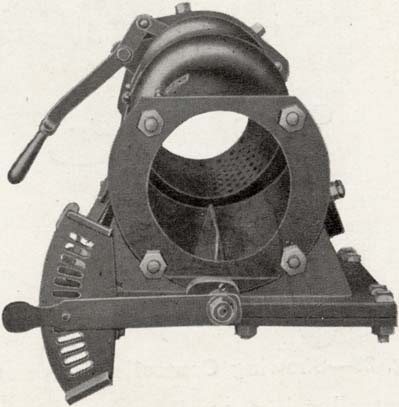
[Fig. 24 - General View of Discharge Pipe, Showing Adjustable Screen and End Lever and Quadrant for Dividing Vane - 1x | 4x]
The discharge pipe is located in the central upper portion of the elevator casing, and embodiesmechanism for dividing the coal between three distributors. The left hand end carries a circular screen made of sheet metal and provided with four sets of perforations of different sizes. The coal after entering the discharge pipe is dragged by the elevator over this screen, and the smaller particles pass through it and into the center distributer. Any particles too large to go through the screen pass over it, and are divided between the right and left hand distributers.
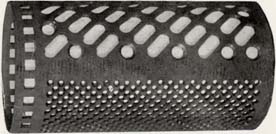
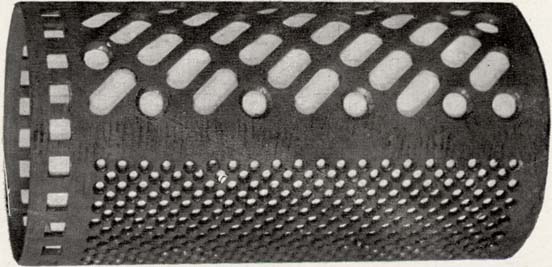
[Fig. 25 - Discharge Pipe Screen - 1x | 4x]
[Fig. 26 - Left Hand End View of Discharge Pipe Showing Screen and Ratchet Lever Used for Revolving It - 1x | 4x]
The quantity of coal going into the center distributer is varied by changing the size of the openings brought into use in the screen. With small openings down a small quantity of coal goes through the center distributer. If a larger amount is wanted at this point a larger set of holes is brought down. A ratchet lever, hand operated, is provided as a means by which the fireman can bring the desired set of holes into use. A door is provided in the discharge pipe directly over the screen to give means for observing the position of the holes.
[Fig. 27 - Right Hand End View of Discharge Pipe, Showing Dividing Vane with Lever and Quadrant for Operating It - 1x | 4x]
The discharge pipe also carries a dividing rib, lever and quadrant which furnish a means for varying the proportion of the coal going to the right and left hand distributers. Throwing the lever up increases the quantity of coal passing to the left hand distributer, and throwing it down increases the quantity passing to the right hand distributer, thus furnishing a means for keeping the fire even across the fire box. It will be noted that this discharge regulator is designed and located so that the rolling of the locomotive as it passes around curves, or over uneven track has no effect on the distribution, regardless of whether the locomotive is on a level track.
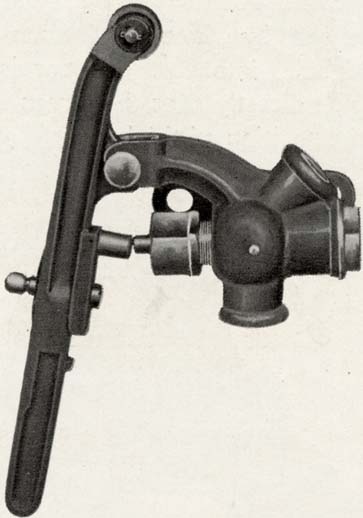
[Fig. 28 - Showing Controller Valve and Lever - 1x | 4x]
The controller is a small steam valve of very simple construction, and carries a lever pivoted thereto, having on its upper end a roller for engaging projections on the controller cam. On the lower end of this lever there is a handle for opening this valve by hand, and also a latch throwing it in or out of gear. The valve body is made of brass, with brass fittings, the lever of malleable iron, the valve seat and stem of steel, and all of the parts are made as rugged as it is possible to make them.
The controller lever which carries the roller as shown in Fig. 28 also carries the latch or engaging boss which compresses the valve stem and opens the valve intermittently at regular or irregular intervals depending upon the number of cams turned out for use on the controller cam head.
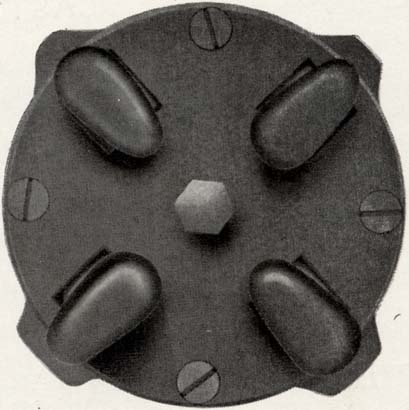
[Fig. 29 - Showing Controller Cam Head Which Carries the Adjustable Cams - 1x | 4x]
The controller cam head is in the form of a disc about five and one-half inches in diameter mounted on the end of the sprocket wheel shaft and revolving at a constant speed of about thirty revolutions per minute. It has four projections which can be thrown in or out by the fireman and when thrown out they come in contact with the end of the controller lever and open the controller valve intermittently admitting steam to the distributers. There are projections of eight different sizes which, therefore, give the fireman the option of using jets of eight different durations and of having one, two, three or four jets per revolution of the cam. The distance to which the coal is projected into the fire box is governed by the number o the duration of the steam jets. A jet of long duration will throw the coal further than a short one. If coal is wanted on the front end of the fire box, jets of long duration, or several in number, are used. If coal is wanted at the back end of the fire box a small number of jets of short duration are used. For ordinary firing it is customary to use one small, one medium and one large cam, which gives one short blast, one medium and one long blast for each revolution of the cam head.
The size and form of the handles on the cams will indicate to the fireman which to use as each cam handle is made of similar size and form to its cam.
The starting of the coal towards the three zones or areas in the fire box is done by the devices in the discharge pipe at the distribution center as explained on page 29 but the actual spreading of the coal over the three overlapping zones or areas is accomplished through the means of the three firing points at the three stoker openings through the back head of locomotive boiler. The fire door is left undisturbed so that it can be used far hand firing at round house and on sidings or when drifting.
Three elbows, containing the firing nozzles, are placed at the three stoker openings and serve as firing plates, The coal being stopped momentarily in the elbows by the special design of retarding rib and is then blown through the Distributer Tubes on to the under side of the Distributers by the jets of steam admitted to the firing nozzles by intermittent action of controller valve.
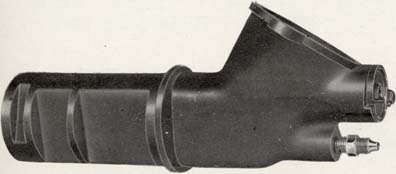
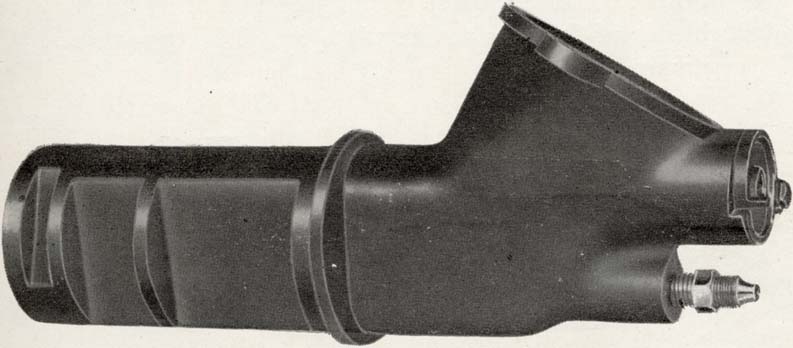
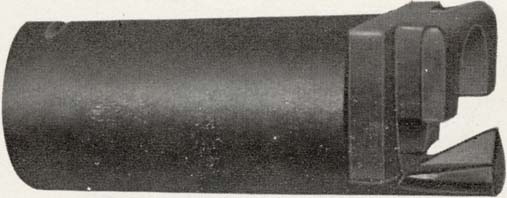
[Fig. 30 - Center Distributer Elbow and Tube Combined - 1x | 4x]
The center elbow is made with distributer tube attached as shown in Fig. 30.
The elbows are provided with peep hole, with swinging cover, through which the firing can be observed. The center distributer elbow is the firing point for the fine coal.
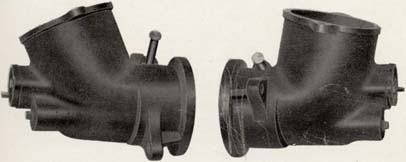
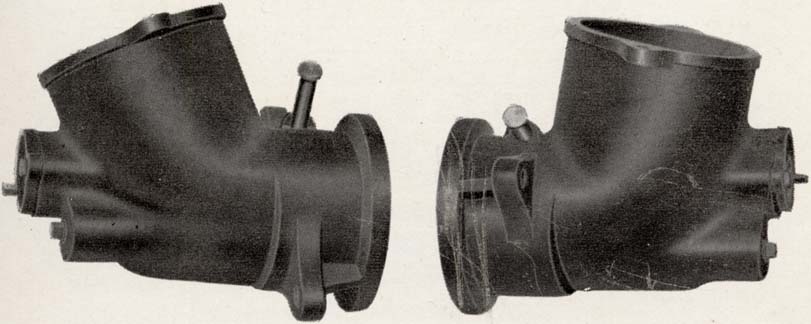
[Fig. 31 - Right and Left Hand Distributer Elbows - 1x | 4x]
The right and left side elbows are arranged for use of removable distributer tubes as shown in Fig. 31.
The side elbows are the firing points for the coarse coal and are also provided with peep hole which fireman can observe quantity of coal being fired to each side of fire box and regulate the dividing vane accordingly.
[Fig. 32 - Distributer Tube. Right and Left Hand Distributer Tubes Are Alike - 1x | 4x]
The distributer tubes for side distributor are removable as shown in Fig. 32.
These tubes serve as the connection between the firing elbows and the distributers, the latter being carried on fire box end by the set of lugs shown. No bolts to be removed or joints to be made, the distributor castings simply sliding into place and can therefor readily be lifted off and replaced when necessary.
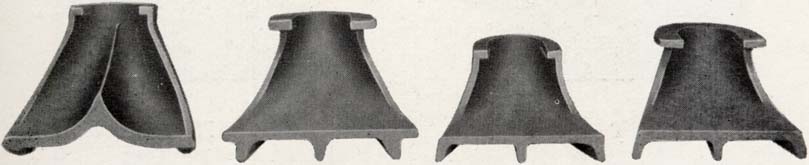
[Pc. 609] - [Pc. 2212] - [Pc. 2214] - [Pc. 1673]
[Fig. 33 - Bottom View of Center Distributers - 1x | 4x]
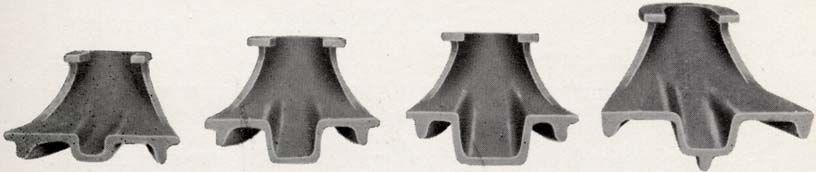
[Pc. 2210] - [Pc. 2213] - [Pc. 2211] - [Pc. 846]
[Fig. 34 - Bottom View of Center Distributers - 1x | 4x]
[Pc. 692] - [Pc. 693] - [Pc. 968] - [Pc. 1688]
[Fig. 35 - Bottom View of Center Distributors - 1x | 4x]
Several different forms of center distributer castings are used as shown in Figs. 33, 34, 35. The style used on any given locomotive depends upon length in relation to width of fire box and kind of coal regularly supplied.
The general diagram inside of back cover shows the downward direction given to the fine coal by the center distributer castings and the variation of designs shown above will serve to illustrate the deflecting ribs used in different locomotives to spread the fine coal over the back central part of fire box area. Center distributers Pc. Nos. 609 and 2212 are most commonly used.
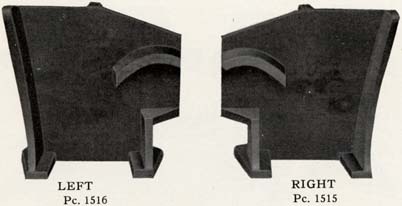
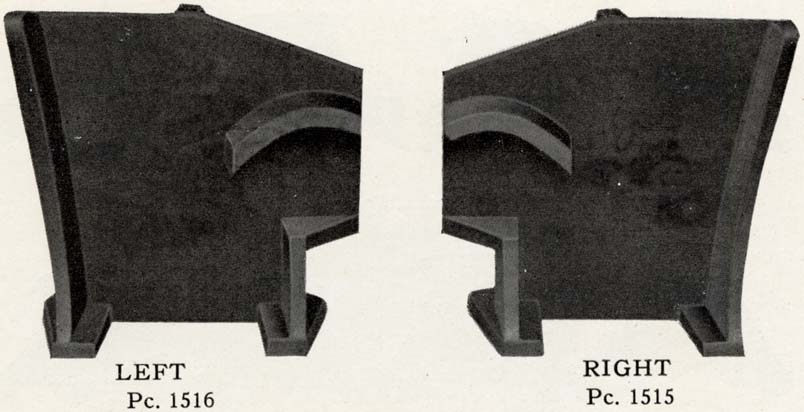
[Left - Pc. 1516] - [Right - Pc. 1515]
[Fig. 36 - Bottom View of Right and Left Hand Side Distribution Castings Showing Deflecting Ribs Which Place Part of the Coal in Back Corners of Fire Box - 1x | 4x]
The right and left hand side distributer castings are generally of the form shown in Fig. 36 above. They are made of either plain cast iron, cast steel or cast iron with a refractory housing.
These side distributer castings deflect the coarser tool in a general forward direction over a fan shaped area at the sides of fire box, these areas overlapping at center and thus an even scattering of the coarser coal is secured over the entire grate area. The center distributer covers with the fine coal the back central hart of the grate, the three zones or areas overlapping as explained.
Fig. 36 shows the deflecting ribs which place part of the coarser coal in back corners of fire box.
The center and side distributer castings hang upon the fire box end of the distributer tubes, substantial and loose fitting lugs being provided for supporting them and as no bolts are used, gravity only holding them in place, it is but a moment's work to replace them when necessary.
All stokers should be oiled before leaving terminal, the points of oiling are as follows:
Open engine cylinder cock full, then open throttle valve about two turns of wheel, turn fly wheel by hand or use starting lever. After engine has made a few revolutions, open throttle wide, and close cylinder cock tight. After stoker engine has been running for a few minutes, open cylinder cock intermittently to relieve any back pressure, thereby prevent engine from knocking and ultimately breaking a governor spring or weight.
Particular attention must be given stoker engine when too much water is carried in boiler, in such cases, cylinder cock must be left open until water in boiler returns to normal level, otherwise engine will stop, or a broken governor will be the result. Stoker engine will not work water through cylinder.
After stoker engine has been started, throw in two or three controller cams, push in controller latch. and see that distributer pipes are free from coal and that the three steam jets are acting freely. After this has been done, throw gear box handle in running position (forward). High speed (back position) should not be used, only in extreme cases (engine working hard, full stroke) and then only for a few minutes; open first slide in tank and see that coal is supplied to conveyor.
The distribution of coal is regulated by three separate attachments as follows:
The Controller Cam, has four positions of different lengths, under normal operation two are out, and never more than three, unless there are some unusual conditions existing: When enough coal cannot be supplied forward the flues, then use four.
The larger and greater number of cams in use, the heavier the stoker will feed to the flues. The smaller and lesser number of cams in use, the heavier the stoker will feed at the door. The fireman can easily adjust this by watching his fire for the first few miles out of the terminal, while engine is working.
The Discharge Pipe Screen, puts the fine coal through the center distributer, which in turn hots A on the lack grates at the door. If the fire is too light at the door, revolve the screen to the next larger holes, if the fire is too heavy at the door revolve the screen to the next smaller holes, etc.
Dividing Lever. If the fire is too light on right side of grates, move dividing lever down. If too light on left side, move dividing lever up, do not move this lever more than one hole at a time, from central position, otherwise a bank will form quickly.
Gear Box. In putting the gear box lever in running position (forward or backward) keep a steady strain on lever, until lever drops in notch, do not force it with hammer, coal pick or grate shaker bar, as it will work freely when it reaches proper position.
Do not attempt to put lever in running position when engine is not running, and be sure it is out of gear before stopping the engine (handle central position.)
Before leaving terminal, see that fire is clean, and in good condition; build up a good level fire with shovel, after starting stoker as hereinbefore explained, open one or more slides in tank, and make sure coal is getting to screw conveyor. However, care must be taken not to allow too much coal to go through the screen, as it will pile in the trough, and will be wasted over the sides on the ground.
If screened run of mine coal is used, the slides should not be opened more than 4" or 6", this to be left to the discretion of the fireman.
Do not use book or rake unless absolutely necessary, however it is a good plan to feel the fire when first starting out, to see just what condition it is in. By doing this, the proper adjustment can be made in the distribution.
Do not feed iron, rock, slate, wood or waste through conveyor.
Shut the stoker engine off, and open cylinder cock when train is standing on siding for five minutes or over.
Shut off main lubricator to stoker, and sight feed oil cup on top of worm wheel cover, to right of stoker engine.
Before leaving a stoker engine at fire track, fireman should close the slides in tank, and let elevator engine run long enough to remove all coal from the conveyor and hopper, pull the gear box handle to the central position, open cylinder cock, and close throttle valve to stoker tight. This will eliminate any possibility of the stoker freezing in extreme cold weather.
It will be the duty of the stoker inspector in the round house or in the fire track, to start up the stoker engine, and note the general conditions of the machine, paying particular attention to the following:
See that conveyor trough, hopper and distributer pipes are free from coal.
See that the distributers are not burned off, or are not too low, if burned off, renew them, if too low, raise them.
See that the steam jets are blowing freely. If not, remove pipe plug in elbow, and run 1-16 wire through hole in center.
Note the speed of elevator engine. which should be 450 R.P.M. at fly wheel.
To get the speed of engine, start elevator engine, throw out one controller cam, and count the revolutions and the number of revolutions thus obtained for one minute multiplied by 15 will give speed of engine. For example:
30 R.P.M. Cam x 15 = 450 R.P.M. Eng.
28 R.P.M. Cam x 15 = 420 R.P.M. Eng.
The speed of the elevator engine must not exceed the above limitations.
The above speeds are obtained by adjusting the governor springs on governor inside of crank case as explained.
If a governor spring is weak, and requires over 3/8" tension to get the required speed, renew it at once.
Do not let an engine go out with a knock in crank case, (governor box) it is a sure indication of an improperly adjusted governor, or a burned or worn connecting rod bush. A few minutes' work at terminal will save considerable delay, should this adjustment have to be made on road.
See that the screw, screen and shaker are working properly.
Inspect elevator chain carefully, take up slack when necessary.
Be sure that idler in guide is tight on right side.
Inspect link belt chain oil front of hopper.
[Diagram of steam pipes - 1x (89K) | 4x (232K)] | [Diagram of coal distribution system - 1x (118K) | 4x (368K)]
| Railroads |
Home |
Search Local History |
Contact Us |
SCPL Home |
Updated 8/30/01![]()
![]()
This page is Bobby approved and follows the guidelines of the Web Accessibility Initiative for use by the disabled
https://www.schenectadyhistory.org/railroads/manuals/slsb/index.html updated March 31, 2015
Copyright 2015 Schenectady Digital History Archive — a service of the Schenectady County Public Library